Our first question was: “did the persons who changed from rural activities to manufacturing activities have an improvement or a disadvantage in their situation?” This could not be answered by inspecting time series of income for a set of activities (data for answering the second question), as the activities noted were not common to a person’s “before” and “after”. The hand loom weavers disappeared.
In the same way, there came into being new activities or occupations in the later stages of the First Industrial Revolution, such that these were also not part of the time series of incomes. Thus the calculation of the improvement in the average wages over all the population does not show the totality of the change in the economic positioning of the people. As noted above, work was created for 200,000 well paid railway labourers.
This phenomenon goes under the title of “labour aristocracy” (although this term is sometimes is used in a different way in Marxist theory). We have a number of jobs for people from the working class, who have been able to improve themselves, either in administration/leadership or in technical excellence. These may be: constructors of metal buildings and bridges, mechanics for complicated tools, makers of steam engines, engine drivers, foremen and heads of plants, factory clerks and warehousemen, constructors of textile machinery, die makers.
These people had a good social position, better educational level, and better incomes. In commercial establishments in Lancashire in 1859, salesmen and buyers earned more than 100 pounds a year (40 shillings a week), cashiers more than 80 pounds a year (30 shillings a week), and book keepers and clerks more than 50 pounds a year (20 shillings a week). In Leeds in 1839, millwrights, gunsmiths, iron moulders and brass founders earned more than 25 shillings a week.
In Manchester in the 1840’s there were a pair of machine-making companies, the Atlas companies owned by Messrs. Sharp and Roberts. One was for general machinery (primarily for weaving and spinning), and the other for locomotives (49 built in one year). The persons employed were 800, and everyone earned more than 25 shillings, and some, four or five pounds a week.
The economic effects of the railways on the income of the working population were:
personnel on the trains and in the stations;
the labourers who excavated the cuttings, excavated the tunnels, laid the tracks, and built the bridges;
the engineers and designers;
the production of rails for the United Kingdom, and for export;
the production of the locomotives, with the boilers, and the transmission of power;
the production of the rolling stock, for passengers and for freight (particularly coal);
The first railway for passenger traffic was the Liverpool and Manchester Railway in 1830. The routes laid out in Great Britain increased in length from 125 miles in 1830 to 13,000 miles in 1871.
The investments took place in three concentrated periods, known as “railway manias”, in the late 1830’s, mid 1840’s, and the early 1860’s. There were a number of highly speculative financing and production projects. At the highest point, the yearly investment was about 6 % of Gross National Product. The private investment in railways was double the current expenditure of the State on the military. The money came in general from the general public (commercial and professional classes) through payment for shares in the companies.
(Bogart, Dan; Shaw-Taylor, Leigh; You, Xuesheng, The Development of the Railway Network in Britain, 1825-1911, p. 19)
Persons employed in Railways open in U. K.
1847 47,000 1850 60,000 1855 98,000 1860 127,000
(Kingsford, 2006, Table 1, p. xii)
Of these, about 20 % were artificers, porters 15 %, labourers 23 %, and clerks 8 %.
(Ibid., Table II, p. 2)
In 1867, the porters earned 17s. 6d. per week, the policemen 18s., the ticket collectors 25s., guards 20s. The engine-drivers earned 30 to 45 shillings. The labourers had 18 shillings a week. As averages, the administrative personnel earned around 21 shillings, and the operatives around 30 shillings. These wages remained stable from 1830 to 1860.
The wages of mechanics in Manchester were maintained steady from 1810 to 1860: fitters in the range from 26 to 30 shillings, iron moulders from 28 to 34 shillings, whitesmiths (brass) from 24 to 27 shillings, boilermakers (starting 1839) from 25 to 30 shillings (Bowley, 1900, sheet facing page 123)
The region of the “Potteries” in North Staffordshire was – and is – composed of the “Six Towns” of Burslem, Hanley, Fenton, Longton, Stoke-upon-Trent, and Tunstall.
This industry had a great importance during the second half of the eighteenth century, and the whole of the nineteenth century. The production volume increased from practically zero (sales only to local towns) to being one of the largest export activities of Great Britain. The population of the area increased by a factor of twenty from 1740 to 1860. The male adults were the best paid manufacturing workers in England, many of them earned 30 to 40 shillings a week; but they worked 72 hours a week (they were not included in the Factory Act).
Population of the Borough of Stoke-upon-Trent
1738
1762
1785
1801
1811
1821
1831
1841
1861
4,000
7,500
15,000
23,626
31,010
40,408
51,968
71,123
101,302
The industry was marked by a large number of improvements in products and processes (requiring a great deal of experimentation), and also in marketing, logistics, and work-place organization. But there was little use of machinery.
Products
Already in 1700 there was a small industry of pottery-making in Burslem. This was earthenware, that is, made of clay. This clay was excavated in the plots of ground around the cottages of the master potters; the cottages had living quarters, work rooms, cow-sheds, sheds for drying the ware in the sun, and usually only one kiln. The families could divide their time between potting and farming. There were a number of types and colours of clay, which gave different products, which were then painted with “slips”, that is a watery solution of particular clays. The main products in quantity were containers for butter and cheese. During the first half of the eighteenth century, the main product was “salt-glazed stoneware”, which was produced by firing the ware at a very high temperature, and then shovelling common salt on the product in the moment that it was removed from the kiln; this gave a hard and transparent covering to the earthenware, which made it perfect for tea and coffee pots and cups.
The next product introduction was the “white body” (1720’s) made with a special type of clay which had been discovered in Devon, mixed with powdered flint. It is clear that the amount of production and sales must have been considerable, in order to make the transport from Devon worthwhile. For the fine grinding of flint, new processes were introduced (1730’s): “flint mills” which ground the flintstones with chert material under water. In 1732, Ralph Shaw invented a way to make earthenware similar to Chinese Porcelain; the “slip” covering was white, and could be scratched away to leave a design of the base, similar to the medieval Italian “graffiato”. Around 1750, a man named Alsager made adjustments to the potter’s wheel, so that its circular motion was much faster, and with absolute consistency in the speed. The method was as follows: “A boy turns a perpendicular wheel, which, by means of thongs, turns a small horizontal one, just before the thrower, with such velocity, that it turns round the lump of clay he lays on it, into any form he directs it with his fingers”
(Young, 1771, Northern Tour, Vol. 3, p. 254; illustration in Knight’s The Pictorial Gallery of Arts, Charles Knight, 1845-47, Vol. 1, p. 296).
From 1740, the Staffordshire industry started to export outside England, as the potters in total were able to produce higher weekly volumes. Enoch Booth invented to fluid lead glaze which would aid turning plain earthenware into “cream-colour”; Josiah Wedgwood was experimenting with mixtures which could advance the “cream-colour” to “Queen’s Ware”; John Warbuton was working on enamelling processes which would make the “Queen’s Ware” sellable in the whole world. Whieldon designed “solid agate”, which was the laying together of clays of different colours, which were then pressed into moulds and fired, giving the impression of agate or marble. The larger intention was to make porcelain, that is, pottery with the whole body vitrified.
The new introduction was that of “cream-coloured” earthenware, which was made from new clay beds in Dorsetshire and Cornwall (from this time onward, 1770, local Staffordshire clays were not used): “Queen’s Ware”. A cheap method of printing designs onto glazed ware was invented in Liverpool in 1755, and was used for all Wedgwood’s “useful ware”, instead of hand painting.
Between 1759 and 1769 he perfected the cream colour, between 1766 and 1769 the black Etruscan ware was brought to perfection, jasper body and glaze development from 1773 to 1777, jasper dip from 1780 to 1786.
In 1766-69, Wedgwood built “Etruria”, his factory with housing annexed. The houses had two rooms and a scullery below, and two bedrooms upstairs; they were rented for 2 to 3 pounds annually. Josiah Wedgwood died in 1791.
The porcelain, up to about 1790, received the drawn designs on top of the glaze. But the presentation was much better, if the design could be added to the base material, underneath the glaze. This was generally a “blue printing”, which famously used the “willow pattern”. The mechanization of the process, in this case, the engraving of the pattern on a copper plate, which was then transferred to a sheet a transfer paper, and from the paper on to the ware, clearly reduced costs. This new presentation was “the first opportunity common folk had of getting a decorative plate to eat off” (Wedgwood, p. 132).The new product was introduced by Josiah Spode, who made a fortune out of it, from 1783 until his death in 1797.
The son of Josiah Spode, also Josiah, introduced “bone porcelain”, as there was no real porcelain (that is, equivalent to the Chinese porcelain) in England; this was a mixture, arrived at after much experimentation, of nearly equal proportions of china clay, china stone, and bone ash, fired to a temperature of 1250º C, and then glazed with a feldspar and china-clay glaze, and refired.
Creamware. Josiah Wedgwood: Tea and coffee service, c. 1775. Transfer-printed in purple enamel by Guy Green of Liverpool. Victoria & Albert Museum, London
Transport
The inhabitants of Burslem in the year 1762 addressed a Petition to Parliament with the following text, requesting an Act for making a Turnpike Road from the Liverpool and London Road at Lawton, to Stoke-upon-Trent, and then to unite with the Newcastle and Uttoxeter Turnpike Road.
“In Burslem, and its neighbourhood, are near one hundred and fifty separate Potteries, for making various kinds of stone and earthenware; which, together, find constant employment and support for near seven thousand people. The ware in these Potteries is exported in vast quantities from London, Bristol, Liverpool, Hull, and other seaports, to our several colonies in America and the West Indies, as well as to almost every other port in Europe. Great quantities of flint-stones are used in making some of the ware, which are brought by sea, from different parts of the coast, to Liverpool and Hull: and the clay for making the white ware is brought from Devonshire and Cornwall, chiefly to Liverpool; the materials from whence are brought by water, up the rivers Mersey and Weaver, to Winsford, in Cheshire; those from Hull, up the Trent, to Willington; and from Winsford and Willington, the whole are brought by land-carriage to Burslem. The ware, when made, is conveyed to Liverpool and Hull, in the same manner as the materials are brought from those places.
Many thousand tons of shipping, and seamen in proportion, which in summer trade in the northern area, are employed in winter in carrying materials for the Burslem ware; and, as much salt is consumed in glazing one species of it, as pays annually near £ 5,000 duty to Government. Add to these considerations the prodigious quantity of coals used in the Potteries, and the loading and freight this manufacture constantly supplies, as well for land-carriage as inland navigation, and it will appear, that the manufacturers, sailors, bargemen, carriers, colliers, men employed in the salt-works, and others who are supported by the pot trade, amount to a great many thousand people; and every shilling received for ware at foreign markets is so much clear gain to the nation, as not one foreigner is employed in, or any material imported from abroad for any branch of it; and the trade flourishes so much, as to have increased two-thirds within the last fourteen years.”
(John Ward, The Borough of Stoke-on-Trent, W. Lewis and Son, London, 1843, pp. 28-29)
Once the production volume of the Potteries region had increased, it was necessary to improve very considerably the transport of incoming materials and of outgoing finished product. At the beginning, the clay, china, and stone were brought from Devon, Cornwall and Dorset, and the flints came from the South Coast, to Chester by sailing boat, or on the Severn. The transport from the harbour point to the manufacturing towns was by packhorses or mules. The finished crockery was sent, again on packhorses or mules, to country fairs. The first step was to construct and use turnpike roads, which then enabled the use of carts instead of animals’ backs. But the great step was in designing and excavating the Trent and Mersey Canal (also linked to the Bridgewater Canal), which was opened in 1777. This was specifically organised by Wedgwood and Whieldon, who also administered the subscription fund, in order to transport large amounts of pottery in each vessel, and without the risk of breaking the products or having them rub one against the other. At a later time, the transport was made by railway.
The project which really increased the volume of sellable produce from the Potteries area, was that of long-distance transport. In 1762 the master potters sent up a Petition to Parliament for a Turnpike Road. In 1763, we have the first “pot-wagons” and the first carrier. Transport was generally 9s. per ton for 10 miles; to Liverpool it was 28s. per ton. In 1766, a Bill for a canal to connect the Trent and Mersey rivers, passing through the Potteries area, was assented. It was to cost 300,000 Pounds. It is 93 miles long, with 75 locks, 20 feet broad at the top, 16 feet at the bottom, and 4 feet 6 inches deep. In 1786, the freight for general goods was 1 ¼ d. per ton per mile, that is, one seventh of the earlier overland cost. It was finished in 1777.
The use of all these means of transport meant that the pottery industry indirectly gave employment to a large number of persons:
“Though the manufacturing part alone, in the potteries and their vicinity, gives bread to fifteen or twenty thousand people, including the wives and children of those who are employed in it; he looks upon this as a small object when compared with the many others which depend on it, namely, 1. The immense quantity of inland carriage …. 2. The great number of people in the extensive colleries …. 3. The still greater number employed in raising and preparing its raw materials, ….. 4. The coasting vessels, ….. 5. The further conveyance …. by river and canal navegation, …. 6. The re-convoyance of the finished goods ….”
(Aiken, A Description of the Country from Thirty to Forty Miles round Manchester, 1795, pp. 551-552, referring to testimony of Josiah Wedgwood to Parliament in 1785)
Marketing
With the use of cost-efficient and large-volume transport, it was then possible to extend the volume of product which was sold, to regions outside the Midlands, particularly London and foreign countries. With these volumes, the potter entrepreneurs (particularly Wedgwood) were able to set up showrooms in London, and sell to the Royal Family, the nobility, and the new middle classes. For this type of client, it did not do any harm to offer beautiful objects of new materials, and with classical themes.
In 1773, Wedgwood was presented with an order of immense size, which would lead to contacts with many aristocratic clients. This was the order of the Empress of Russia, requesting a dinner service of 952 pieces; the pieces had designs of well-known “Landskips” of England. When the service was about to be shipped out of England, Wedgwood had the entirety exhibited in rooms in London; being a good saleman, he arranged that in adjoining rooms, individual plates were shown, and could be bought by interested parties at a good price.
At this time, another external event took place, which helped to increase the possibility of sales to the better classes. This was the discovery in Italy (especially Pompeii and Herculaneum) of original pieces of classical sculpture. Many were brought to England by the English Ambassador in Naples Sir William Hamilton. These were copied, or used as models, by Wedgwood, to offer really beautiful pieces of art, which could be presented in the houses of the aristocracy or of the rich. These would show what a good aesthetic sense these people had.
Particularly, new types of pottery were invented, to manufacture the new classical designs: Black Basalt, Jasper ware, Black Etruscan.
“Low prices must beget a low quality in the manufacture, which will beget contempt, which will beget neglect, & disuse, and there is an end to the trade.”
(Wedgwood, letter to Bentley, 1772)
Wedgwood customers received free shipping anywhere in England, and compensation for damage occurred in transport. Guarantee of satisfaction or money back.
“Josiah I established the role of travelling salesman in the late 18th C. Three travelling salesmen journeyed nation-wide gathering orders during the early 19th century. They carried hand annotated catalogues and unusual half-samples to show to prospective customers, along with earthenware tiles displaying border designs.”
The most difficult part of the process at that time was the fine grinding of clays, flints, and stones. Originally this was done by watermills and windmills, but in many cases these machines were situated a distance of perhaps five miles from the potter’s workshop. In about 1775, Mr. Spode purchased a “fire-engine” (probably Newcomen design) for grinding his materials. In probably 1782, Josiah Wedgwood bought a Watt steam engine for use in factory “Etruria”; this was very probably the first Watt steam engine in the country to be used in industrial processes. This machine and its successors were used: to grind flint, to grind enamel colours, to operate a stamper or crusher for saggars, to temper or mix clays (“saggers” were containers made of clay, which were placed in the kilns, with a number of individual articles inside); the extreme fineness of the new grinding process made it possible to produce bone-china and semi-porcelain. Steam engines were also used by the owners of the nearby coal mines, to bring up the coal to the surface, and to pump out the water; coal was the material used to heat the kilns.
Starting around 1800, mechanical power was also used (only in Wedgwood and Copeland factories) to rotate the thrower’s wheels and the turning wheel. This meant that the circular movement was absolutely continuous, and thus that the craftsman could concentrate on forming correctly the article. With this exactness of the shape of the finished article, it was possible to paint the object with paper transfer from engraved copper-plates and later using lithography, instead of painting by human hand.
Josiah Wedgwood was very focused on efficiency in his factory. He had discipline as to the hours of entering and leaving the workplace, enforced by a bell, and later by a system of paper slips which the employee gave to the door porter when he arrived and when he left. The working processes for each area and task were put down in writing (“Potters’ Instructions”). Each worker was set to work on just one type of piece during years; the idea was that he would perfect his work methods and movements (“make Artists… of … mere men”; “make such machines of the Men as cannot err”). In later years the workers were trained in the particular work and piece, from the time they were originally contracted, as Wedgwood did not like the idea of changing a person to another task after years in one task (“the same hands cannot make fine, & coarse– expensive & cheap articles so as to turn to any good account to the Master”). The layout of Etruria was by workshops for each function. He was also very strict about quality, and about not wasting material. He was conscious that he was “feared, not loved”.
(McKendrick, 1961, Josiah Wedgwood and Factory Discipline, pp. 30-55)
We have from Dr. Aikin a description of the consecutive processes in making the ware:
“A piece of the prepared mixture of clay and ground flint, dried and tempered to a proper consistence, is taken to be formed into any required shape and fashion, by a man who sits over a machine called a wheel, on the going round of which he continues forming the ware. This branch is called throwing, and as water is required to prevent the clay sticking to the hand, it is necessary to place it for a short time in a warm situation. It then undergoes the operation of being turned, and made much smoother than it was before, by a person called a turner; when it is ready for the handle and spout to be joined to, by the branch called handling.- Dishes, plates, tureens, and many other articles are made from moulds of ground plaister, and when finished, the whole are placed carefully (being then in a much more brittle state than when fired) in saggars, which in shape and form pretty much resemble a lady’s band-box without its cover, but much thicker, and are made from the marl or clay of this neighbourhood. The larger ovens or kilns are placed full of saggars so full with ware; and after a fire which consumes from twelve to fifteen tons of coal, when the oven is become cool again, the saggars are taken out, and their contents removed, often exceeding in number 30,000 various pieces; but this depends on the general sizes of the ware. In this state the ware is called biscuit, and the body of it has much the appearance of a new tobacco pipe, not having the least gloss on it. It is then immersed or dipped into a fluid generally consisting of sixty pounds of white lead, ten pounds of ground flint, and twenty pounds of a stone from Cornwall burned and ground, all mixed together, and as much water put to it as reduces it to the thickness of cream, which it resembles. Each piece of ware being separately immersed or dipped into this fluid, so much of it adheres all over the piece, that when put into other saggars, and exposed to another operation of fire, performed in the glossing kiln or oven, the ware becomes finished by acquiring its glossy covering, which is give it by the vitrification of the above ingredients. Enamelled ware undergoes a third fire after its being painted, in order to bind the colour on.
A single piece of ware, such as a common enamelled tea-pot, a mug, jug, &c. passes through at least fourteen different hands before it is finished, viz.
The slipmaker, who makes the clay;
The temperer, or beater of the clay;
The thrower, who forms the ware;
The ballmaker and carrier;
The attender upon the drying of it;
The turner who does away its roughness;
The spoutmaker;
The handler, who puts to the handle and spout;
The first, or biscuit fireman;
The persons who immerses or dips it into the lead fluid;
The second, or gloss fireman;
The dresser, or sorter in the warehouse;
The enameller, or painter;
The muffle, or enamel fireman.
Several more are required to the completion of such piece of ware, but are in inferior capacities, such as turners of the wheel, turners of the lathe, &c. &c.”
(Aiken, 1795, pp. 533-535)
Cuddon, Ambrose (publisher), A Representation of the Manufacture of Earthenware, London, 1827; Spode Exhibition Online
The strange thing is that there was very little use of machines in the pottery factories, although they were certainly well organised. All the factories used machines powered by steam engine to grind the flints and colours. Only Wedgwood and Copeland used steam power to move the thrower’s wheels and the turner’s wheels. Wedgwood invented a lathe moved by steam engine, with which raised and cut designs could be applied to the circumference of the article.
Engine turned Pottery on a 1768 Style Potters Lathe designed by Wedgwood, Don Carpentier:
Spode
Drawing of the Spode site as it was in 1834, taken from an over 100 piece scale model of the Spode factory made in that year in ceramic. This astonishing model is one of the Spode Museum’s rarest possessions, we know of no other similar model anywhere. The China Terrace above can be seen on the left of the drawing just in front of two bottle ovens. The remains of the left hand oven can be seen in the photograph.
We have a large amount of information about the life of the workers – adults and children – in the Potteries in 1841, from the report of Dr. Samuel Scriven to the Commissioners of the Children’s Employment Commission. He specifically collected and commented data as to the possible dangers to the children from: handling materials and products with a lead/arsenic content, long hours, employment from an early age, walking long distances daily to take the ware from the workshop to the kilns, exposure to extreme differences in temperature and excessive currents of air. The handling of materials and products with a lead content also affected the adults. The report includes 300 interviews with children, adult workers, adults who supervise the children in their workrooms, adminstrators and owners of factories, clergymen, doctors, principals of schools, and a police chief. He visited, and took interviews, in the majority of the factories.
The use of the “slip” (solution of clay with lead and arsenic added, in small quantities) which was painted onto the ware, did cause grave problems to the men; a few had died in the previous years, and some had a paralysis of an arm or a whole side of the body, while others had problems in the stomach and intestines. It appears that those men who who washed their arms well after working, and covered themselves properly, did not suffer these problems. The boys did not suffer much from the “slip”. The excessive walking each day did make them very tired when they went to bed, and they were in general thin. The effect on the men of working very long hours, added to the extreme distances that they walked when they were children, is seen from the fact that from 1840 to 1860, the adult men on average lost two inches of height.
The children who are employed in painting, flower-making, moulding and engraving have an easy life. These are girls from 8 to 17 years old, and boys from 14 to 17. “They are seen sitting at their clean tables, at a comfortable distance from each other, and in an airy, commodious, and warm room, well ventilated, and heated by a stove or hot plate, on which they dress their meals. The women who superintend their work are generally selected from among the rest on the premises on account of their good moral conduct and long servitude. They commence their duties at six in the morning in summer, and at seven in winter, and leave at six. In the midst of their occupations (which have in reality more the character of accomplishments) they are allowed the indulgence of singing hymns. I have often visited their rooms unexpectedly, and been charmed with the melody of their voices. In personal appearance they are healthy, clean, and well conducted.”(p. C 4, paragraph 14)
The children interviewed were 175 in number. 40 % of them ate “beef and taties” at their midday meal in the house. 14 say spontaneously that they like their work (these are not only the painting and engraving children). Those that work with the “slip” say that it has not hurt them yet. Nearly all the mould-runners say that they go to bed very tired. The childrens’ way of expressing themselves gives the idea that they have had to grow up quickly.
The boys say that they are never hit by the men that they work for. This is confirmed by men and women who supervise the rooms where the boys and girls work. This is clearly due to the fact that the owners are very decent persons, generally Methodists. One of the supervisors says “… on the whole there cannot be better masters”. Dr. Scriven, at the beginning of his report, writes “The manufacturers are a highly influential, wealthy, and intelligent class of men: they evince a warm-hearted sympathy for those about them in difficulty or distress, contribute as much as possible to their happiness, and are never known to inflict punishments on the children, or allow others to do so.”
There was a large amount of drunkenness in the towns, as the workers had a lot of spare money.
Monetary incomes
The labour costs in 1710-15, as transcribed by Josiah Wedgwood, on the basis of conversations with very old men in the town, were 4 to 6 shillings a week for men, and 1s. 3d. a week for boys. The total production costs for one week (one full charge for a kiln required one week for the whole process), were 4 pounds 5 shillings, including 4 shillings for the clay and 8 shillings for the coals; the profit and own wage which remained with the master was about 10 shillings. The number of potters in Burslem with own installations was about 45. The total sales volume was about 139 pounds a week, or 6,400 pounds a year.
Wages in 1749 for expert workmen were from 5s. 6d. to 7s., with an “earnest” (signing-on bonus) of about one week’s wages.
Arthur Young gives us information as to wages in 1771:
Grinders 7s. per week Washers and breakers 8s. Throwers 9s. to 12s. Engine lath men 10s. to 12s. (*) Handlers, who fix hands, and other kinds of finishers,for adding sprigs, horns, &c., 9s. to 12s. Gilders men 12s., women 7s. 6d. Modellers, apprentices, one of 100 l. a year Pressers 8s. to 9s. Painters 10s. to 12s. Moulders in plaister of Paris 8s. (* footnote: Mr. Wedgwood was the first person who introduced this machine into a porcelaine manufacture)
(Young, 1771, Northern Tour, Vol. 3, pp. 254-255)
A report from the Chamber of Commerce in 1836 gives us some data: Men 21s. to 28s., Women 10s. to 15s., Child of 14, 3s. 6d. to 4s. 6d.
(Wedgwood, 1913, p. 174)
“12. Their wages are considered the best of any staple trade in the kingdom, averaging, when in full work – that is, 12 hours per day, or 72 hours per week (deducting 1 ½ hour for meals):-
Jiggers, Mould-runners, Oven-boys, Dipper’s-boys, Cutters, Handlers, Apprentice Painters, and Figure Makers, boys and girls between the ages of 8 and 13, average weekly 2s. 0 ½ d.
13. The processes being such as to admit of the employment of whole families – father, mother, and some two, three, or more children – their united incomes are sometimes 3 l. or 4 l. per week: but, proverbially improvident, and adopting the adage, “sufficient unto the day is the evil thereof”, they squander the proceeds of their labour in gawdy dress, or at the skittle-ground and ale-house; so that, when overtaken by illness or other casualty, and thrown for a few days out of work, they resort to their masters for a loan, or to the parish workhouse for relief.”
(Scriven, 1841, Report, p. C4, paragraphs 12 and 13)
“The more providential amongst them work six days in the week, twelve hours each day, and the miserly and penurious more than that, and get a great deal of money. Perhaps there is no manufacturing district in the kingdom where so many freeholds are held by working men – one whole street, called Hot-lane, is possessed exclusively by them, in this immediate neighbourhood.”
(Scriven, 1841, Report, interviewee 204, Mr. Godwin, Principal)
The improvement in the living standards of the people from the 1770’s onwards was impressive:
“Before I take my leave I would request you to ask your parents for a description of the country we inhabit when they first knew it; and they will tell you, that the inhabitants bore all the signs of poverty to a much greater degree than they do now. Their houses were miserable huts; the land poorly cultivated and yielded little of value for the food of man or beast, and those disadvantages, with roads almost impassible, might be said to have cut off our part of the country from the rest of the world, besides not rendering it very comfortable to ourselves. Compare this picture which I know to be a true one, with the present state of the same country. The workmen earning nearly double their former wages – their houses mostly new and comfortable, and the lands, roads and every other circumstance bearing evident marks of the most pleasing and rapid improvements. From whence and from what cause has this happy change taken place? You will be beforehand with me in acknowledging a truth too evident to be denied by any one. Industry has been the parent of this happy change – A well directed and long continued series of industrious exertions, both in masters and servants, has so changed for the better the face of our country, its buildings, lands, roads, and not withstanding the present unfavourable appearances, I must say the manner and deportment of its inhabitants too, as to attract the notice and admiration of countries which had scarcely heard of us before; and how far these improvements may still be carried by the same laudable means which have brought us thus far, has been one of the most pleasing contemplations of my life.”
(Josiah Wedgwood, An Address to the Young Inhabitants of the Pottery, Pamphlet, 1783, cited in: McKendrick, 1961, pp. 52-53)
“Were a person to place himself, in succession, on the hills, at Green Lane, Wolstanton, Basford, Harts Hill, and Fenton Park, and take a Bird’s-eye view of the different parts, he would be much gratified with the many indications of the utility of well-directed industry, and its results, a vast increase of population; numerous and extensive manufactories, with beautiful mansions; maintenance for the employed, and opulence for the employers. While a close investigation of the places, will prove, that of the comfortable habitations of thousands of industrious individual journeymen, a greater number reside in their own houses, the savings of their labours, than can be found in any other place of equal population in Great Britain.”
Lacemaking was an important part of the economy of the county of Northampton, basically employing women and children. Northampton lace (“pillow lace”) had a simple design, which allowed it to be copied in Nottingham machines, which explains the migration to Nottingham during the nineteenth century. In 1800, in the whole country, there were about 150,000 persons engaged in pillow lace. The women generally earned 1s. a day. At its maximum, in Northampton it employed 9,000 to 10,000 women, boys and girls, earning from 1s. 6d. to 2s. a day. Often the wife in lace making earned more than the husband in some other occupation (Greenfield, 1998, p. 35).
In Nottingham in 1797, according to Sir Frederick Eden, the weavers earned 8s. to 10s. and some up to 40s., the lace-workers 20s. to 40s.
In 1831, in the industry of spinning cotton thread for manual lace work, there were 608,000 spinning spindles and 251,000 doubling spindles, the half of which were in or near Nottingham. There were 3,500 adults in spinning, earning from 8 shillings to 2 pounds weekly, and 3,900 children, earning 2s. 6d. to 7s. weekly (Felkin, 1867, p. 170).In 1808, John Heathcote had invented the bobbin net machine, which was able to manufacture lace on an apparatus similar to a stocking frame, but with bobbins which could be moved around each other.
From 1820 to 1860, the hand-operated lace frames were gradually replaced by steam-driven, factory-based machines (see BBC, the Nottingham Lace Industry, http://www.bbc.co.uk/legacies/work/england/nottingham, commentary by Sheila A. Mason).
In 1862, the machine lace industry was very large, particularly in Nottingham. There were 3,500 bobbin machines making lace. There was a large labour force, the wages were high, and “overtime is paid for”:
“That there were at that time 2000 English frames making silk lace goods, viz. bobbin net fancies 1030 all Levers except 44 pushers, 370 plain, making 250 to 350 racks a-week of Illusion, Mechlin, Chantilly, &c.; and 600 warp (out of 1000) making plain lace goods on 200 or so, and the rest fancy goods, instead of as formerly employed on Jacquarded shawls, manillas, etc. These are now superseded by the cheaper goods produced at Lyons. The total demand for English silk net was described as not good, being met by superior and cheaper goods from France. The English machines produce an annual value varying from £480 to £1200 each, according to the kind of goods. The warp workmen gain from 16s. to £ 1. 10s. a-week; pushers £1. 5s. a-week, Levers’ fancies £ 1. 16s. to £2, requiring the best hands.”
“There were about 1540 English bobbin new frames making cotton lace; of these 750 made plain, and 700 fancy goods, and 90 curtains, and there were 300 warp machines making fancy goods. The machines cost on an average £ 230 each without Jacquard apparatus. They may work 15 to 20 years, but usually require repairs in 10 years. Each machine may produce £ 480 to £ 720 per annum, wages paid vary from 18s. to £ 1. 15s. sometimes however rising to £ 2. 10s. a-week. They averaged £ 1. 8s. The finishing adds according to stiffening 15s. to £ 1. 15s. to the rough cost: This rough cost consists of 70 per cent. yarn; 15 wages, and 15 for capital, expenses, &c. Stiff dressing may increase the weight of a cotton piece of net threefold of more. Half the entire production was as that time exported leaving half to enter into home consumption.”
(Felkin, 1867, pp. 398-399)
The pillow lace industry in the villages lost volume, and had practically disappeared by 1860.
There was much exploitation of the little girls, who worked long hours and for little money, in “schools” where the owners were able to sell the product at a good price. A number of the women above 40 years suffered from functional blindness, from having to look very closely at the fine work of the threads.
The hosiery industry was concentrated in the counties of Derbyshire, Leicestershire, and Nottinghamshire (90 % of Great Britain). It was the major occupation in these three counties (in some parts, there were 30 frames per 100 persons), although in the middle third of the nineteenth century a large part migrated to lace making. The families working the frames did so in their cottages in the villages, and sent the finished articles to the large towns for commercialization.
The contribution of this industry to the employment situation in Great Britain in 1833 was about 73,000 persons:
(Smith, 1963, Table I, p. 127)
The stocking frame was a complicated piece of machinery for knitting yarnfrom cotton (45 %), worsted (45 %), or silk (10 %), originally for making stockings. It was invented in 1569 by a Rev. William Lee of Nottingham. The number of machines in Great Britain increased from 14,000 in 1753, to 20,000 in 1782, 30,000 in 1812, 33,000 in 1833, and 48,000 in 1844
(House of Lords, Frame-Work Knitters, 1845, pp. 15-19)
There were a great number of inventions patented (121) to improve the efficiency of the stocking frame, to make possible the fabrication of ever more complicated designs, and to allow the use of bobbins for manufacturing lace (House of Lords, Frame-Work Knitters, 1845, pp. 21-25)
According to Eden, in Leicester in 1797, the stocking weavers were paid 7s. to 21s., the wool-combers 9s. to 12s., the worsted spinners 2s. to 4s.
From 1780 until about 1810 the earnings of the men knitters were from 13 to 15 shillings a week. From 1810 the wages were of 6 to 7 shillings net for 15 hours work per day (including mealtimes). At the time of the Select Committee in 1819, three thousand were unemployed out of fourteen thousand, and many of the rest on short time. The men in general did not have enough to give sufficient food to their families.
“Cut-up” work was introduced in 1800 to 1810, and was an inferior sort of worsted hose, very similar to the genuine article, such that consumers could not distinguish it, but with a lesser price. These were pieces of hose cut out with scissors from a plane piece of knitting, and then joined by sewing, instead of the stocking being knitted in one piece in the shape of the leg.
The knitters were paid less for the “cut-up” work than for the normal articles, as the work was easier. The wages for the normal articles went down, because the price of the articles was limited by the price of the cut-up’s (the individual purchasers in general bought the cheaper article), and the cost of the wool as raw material had more than doubled in the previous 16 years. Before, when the cost of the wool increased, the manufacturers had been able to pass the amount on to the customer, and leave the wages untouched. But, with the upper limit imposed by the price of the cut-up’s, this was not possible, and the wages had to absorb the difference.
(House of Lords, The Sessional Papers, 1801-1833, Vol. 101 (1819), Select Committee on Framework Knitters’ Petition, Report, 1819; all the document)
The knitters continued in this state of considerable poverty during all the period from 1820 to 1850. The principal reason why they could not improve their earnings was the excess of workers against the quantity needed for the production. A second reason was the decrease of the prices; the price in Leicester for a dozen of 24-gauge hose went down continuously from 7s. 6d. in 1815 to 4s. 6d. in 1841, and the maids’ 25 by 9 ½ 30-guage from 16s. 0d. in 1811 to 9s. 6d. in 1844 (House of Lords, Frame-Work Knitters, 1845, p. 38).
But they also had other disadvantages in the commercial characteristics of their business. The first was the payments of rents for the stocking frames. These were in general the property of investors, who had nothing to do with the hosiery industry. The rents were high, from 6d. to 1s. 6d. a week, which were continued for years (one worker calculated that he had paid 170 pounds in 22 years, for the same frame), and were charged weekly to the knitter in the full amount, even if he had work for only one or two days (House of Lords, Frame-Work Knitters, 1845, pp.45-53). Then there were the middlemen, who had not existed in the eighteenth century, but now took a certain amount of commission. Further, there was no continuity of work; very often, they had to work 16 hours a day during 6 months a year, for the 7 shillings, and then they had very little work for the other 6 months. As a fourth factor, there was the “truck system”, by which they were obliged to buy the weekly food at designated stores, and obviously at excessive prices (pp. 72-79).
In 1850, certain manufacturers started factories with hosiery knitting machines, with which the production and the wages increased considerably. However we do not have detailed information about this process. We have a complete statistic made out for the years 1864/5 by Mr. Felkin:
“English hosiery is chiefly made in the counties of Nottingham, Derby, and Leicester, of which the delegates represent all except the woollen hosiery manufactures of Leicester.
The materials used are cotton, silk, spun silk, and a mixture of cotton and wool called merino. There are four classes of machinery, hand, rotary, circular and warp frame.
There are about 5000 kinds of articles made upon them; stockings, shirts, pantaloons, caps, gloves, and mitts, in all sizes, and also piece goods for gloves, &c.
The oldest branch is work made by hand; it is a domestic manufacture chiefly, and consists of two branches narrow and wide; the greater part are narrow frames, numbering 40,000 to 50,000. These are from 12 to 16 inches wide, and in the lower guages require less skill and strength, therefore are worked chiefly by old men, women, and young persons of both sexes. The finer guages require a good sight and more skill. The average earnings are lower than in the other branches, and run from 6s. to £ 1. 4s. a week.
The wide frames are from 25 to 30 inches in width, and the earnings are from 16s. to L 1. 10s. weekly.
The rotaries average 40 inches wide, though some are of much greater width. These are worked in factories by steam power, regulated by the Act of Parliament, and worked 56 hours a week. The earnings are from £1. to £1. 10s. weekly. There are about 1,200 of these machines, and all are worked by men.
“The circulars are similarly placed in factories and employed like hours, but are attended by both men and women. The men earn £ 1 to £1. 15s., and the women 12s. to £1 weekly. There are estimated to be 1,500 sets of heads, employing at the frames from 2,000 to 2,500 hands.
The warp machinery at work upon hosiery is not extensive; there are about 300 frames, averaging 90 inches wide, worked in factories by men and youths, earning from 16s. to £ 1. 15s. weekly.”
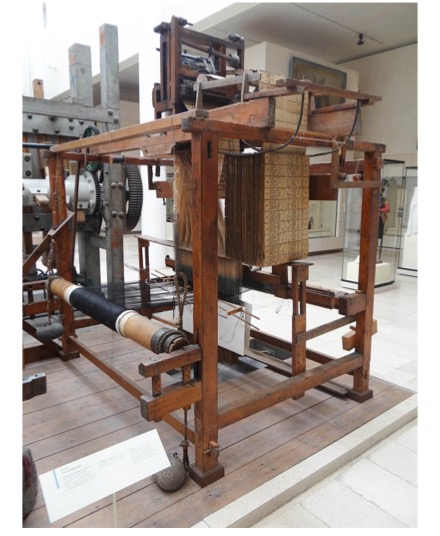
The operations in the silk industry, starting from the imported skeins of silk were: a) throwing (twisting and joining 3 or more silk fibres in one thread of yarn), b) spinning, c) weaving, d) dyeing. The production did not pass through any technological advances, the weaving was manual, in the houses of the weavers (which were specially built with well-lighted rooms for the loom). The only improvements were the introduction of the Jacquard loom in about 1822, which allowed the automatic production of complicated patterns, and the invention (Gibson and Campbell) in 1836, of a method of re-forming and using the “silk waste” which was close to 50 % of the silk originally used.
Silk throwing was originally a hand process relying on a turning a wheel (the gate) that twisted four threads while a helper who would be a child, ran the length of a shade, hooked the threads on stationary pins (the cross) and ran back to start the process again. The shade would be between 23 and 32 m long. Supposing the master to make twelve rolls a day, the boy necessarily runs fourteen miles, and this is barefooted.
From 1820, throwing was done using rectangular frames, manufactured from cast iron, and powered by belts from line shafts.
A simple silk throwing frame, where the continuous filament from the top/horizontal bobbin is pulled onto the vertical/bottom bobbin. A flyer round the bottom bobbin inserts a twist.
(for details of the throwing and spinning processes, see also: Knight,Vol. XII, No. 711, 1843, “A Day at a Derby Silk Mill”, pp. 161-168)
Comparison of the output of the cotton and silk industries 1770-1870
Circa
Cotton (Million Pounds)
Silk (Million Pounds)
1770
0.6
1.0
1805
10.5
2.0
1821
17.5
3.0
1836
21.8
6.5
1845
24.3
6.5
1850
21.1
7.0
1855
26.2
8.0
1860
33.0
9.0
1865
30.1
9.0
1870
38.8
8.0
(Deane and Cole, British Economic Growth, 1688-1959, p. 212; quoted in Jennings, 2014, Table 3.3, p. 59)
The figures given correspond to about 1 pound of silk new each year for the use of each adult female in the country.
The silk industry in England began at the end of the seventeenth century, when the Huguenot workers were expelled from France, and settled in England, particularly in Spitalfields, outside the City of London (the area of Spitalfields, which was totally dependent on silk weaving, had a population of nearly 100,000). There were also groups in Coventry (ribbons), Manchester (spinning and weaving), Macclesfield (spinning and weaving), and some smaller towns. Much weaving was done at home in the villages, and was a useful extra income for the family.
Numbers Employed in the Silk Industry (only those in silk mills)
Year
M
F
All
1835
10,000
21,000
31,000
1838
11,000
23,000
34,000
1847
14,000
31,000
45,000
1850
13,000
30,000
43,000
1856
17,000
39,000
56,000
1861
16,000
37,000
53,000
(Jennings, 2014, Table A.3., p. 351, quoting Mitchell and Dean (1962), p. 211)
In 1824, the British Government repealed the high duty on imported raw silk and reduced the tax on silk thread by a half; this made the silk articles woven in the United Kingdom cheaper. In 1826 they permitted the import of finished articles of silk but with a tariff of 30 %; this made French silk articles cheaper than those woven in England. Apparently the idea was to take away the price difference, which was causing a great deal of smuggling. The tariff was further reduced in 1829. This caused great hardship particularly in Spitalfields. In 1860, the Government negotiated a “free trade” treaty with France, which included silk goods at zero per cent, and thus the English silk industry could not compete with the French imports.
Spitalfields (East End of London)
The piece-rates of the hand-loom weavers in silk working in Spitalfields, were authorized in a Book of Prices. One edition of this was made out in 1784, and the prices were increased (20 to 25 per cent) in an updated version in 1795, due to the high inflation in food and rents. This was further updated in 1805, and these list prices were retained until 1824. Since these prices were fixed values, not maximum values, the masters and weavers could not adjust the prices downwards when there was a general recession in the silk trade; the same case was when production in other parts of the country took over certain types of article. This meant that in those circumstances, the weavers had to go weeks without work, and thus their total yearly earnings could go down by 30 %, but on the other hand there was a “floor” to their incomes (House of Lords, The Sessional Papers 1801 –1833, Vol. 156, 1823, Evidence on Silk Manufacturers Bill; pp. 149-152). Until 1824, the Spitalfields weavers had a very good standard of living, except in some periods when there was a decrease in demand for their goods (Select Committee on the Silk Trade, 1832, Evidence of Mr. Barrett Wadden, silk manufacturer, Spitalfields, p. 649).
The Spitalfields Act was repealed in 1824, but this did not cause a general change in prices, as at that moment they had full employment. What destroyed the incomes of the silk weavers, was the opening of the country to imported silk goods, particularly from France, as these were cheaper and of better quality.
The wages for plain designs in 1823 were about 14 shillings the week, and 20 shillings for the best workers; the working day was from 12 to 14 hours. For the “figured” or “flowered” designs, the wage would be about 25 shillings. The situation of the silk industry in Spitalfields was “growing and prosperous”; the yearly import of raw silk increased from 1,100,000 lbs. in 1816/17 to 3,100,000 in 1824/25. But from the introduction of the lowered import duties (which did not stop the smuggling), the industry in Spitalfields entered into a phase of “a miserably reduced rate of wages, and a great scarcity of employment”. The price of labour reduced from July 1826 to July 1829 by 20 per cent, and from July 1829 to 1832 by another 20 per cent; the average earnings went down to 9 or 10 shillings. In 1833, of 16,000 looms in Spitalfields, 5,000 to 6,000 had been without work for 6 months. This decrease in incomes caused horrible poverty and hunger in the area, which had before been prosperous.
(Select Committee on the Silk Trade, 1832, Evidence of Mr. John Balance, silk manufacturer, London, 8 June, 1832, pp. 475-480).
The reduction in import tariffs for Ireland absolutely destroyed the weaving industry in Dublin, although the government minister was directly advised of the danger (Select Committee …, p. 648)
Macclesfield (Cheshire)
In Macclesfield, in the second half of the eighteenth century, the men in throwing earned 7s. a week, the women 3s. 6d., and the children 6d. the first year of their contract, 9d. in the second year, one 1 shilling in their third year. Between 1793 and 1815, a good weaver could earn up to 18 shillings.
But the throwers and spinners in the town experienced considerable reductions in their incomes due to the opening to foreign silk products in 1826.
(House of Lords, Sessional Papers, 1840, Hand-Loom Weavers, Appendix I, p. 508)
(Select Committee on the Silk Trade, 1832, p. 776)
(Select Committee on the Silk Trade, 1832, p. 791)
From 1830 to 1860, the silk industry in Macclesfield returned to a high level of production, principally due to the introduction of the power-loom for the coarse work, and the town became prosperous again, although this was predicated on low wages for spinners and for weavers.
Manchester
The first silk mill was erected in Manchester in 1819, there were 12 in total in 1833.
Silk weavers in Manchester in 1833 earned 10s. to 12s., 12 to 14 hours in their own houses, 5 days a week.
In Lancashire in the period 1839-1859, the wages of the silk workers in general increased by 10 %, due to the increase in volume of work in industry in general, and thus the need of the owners to retain their workers. Only in those branches where the activity was reduced from “skilled labour” to “unskilled labour” due to the use of machines, such as calico printing, dyeing and bleaching, and printing, was there a reduction.
The mill men and throwers in silk received an increase from 14 shillings a week to 17 shillings from 1839 to 1859, the spinners (young men and boys) from 7s. 6d. to 10s., and the warpers (men) from 21s. to 24s. The calico printers reduced from 35 shillings to 30 shillings. The persons in fustian dyeing had about 20 shillings.
(Chadwick, 1860, Section III, pp. 10-11)
Coventry
From the end of the eighteenth century to the middle of the nineteenth century, ribbon weaving was by far the most important source of livelihood in Coventry; Coventry and its region were the largest producers of ribbons in the country. The ribbons were generally used to decorate women’s dresses and hats.
Wages were 8 to 12 shillings for ribbon weavers in 1797 (Eden). In the war years from 1793 to 1815, there was enough demand, and the wages could be kept up. But there was an increase in workers and a contraction in sales volume from 1817 onwards. In 1814, engine-loom weavers had earned 1 pound a week, but in 1818, only 12 or 14 shillings.
Many of the types of ribbon were woven on the “engine-loom”, which was in fact not automated, but was a foot-driven machine with multiple thin ribbons set in a parallel position. The Jacquard loom, used for pre-programming of complex designs, was introduced in Coventry in 1823.
In 1818, there were in Warwickshire 3,000 engine looms and 5,500 single hand looms, totalling 8,500, worked by 5,000 men and 4,400 women.
The general rate of wages in Coventry in 1833 was 9s. to 12s. 6d. per week for plain branches, and 14s. to 16s. in the fancy branch. But this was for those weavers who had employment; many had no work, or only for a few hours. From 1804 to 1824 the level of wages did not move by more than four or five per cent. There was very great distress in 1816/17, due to the arrival of the soldiers disbanded after the French Wars, which increased the amount of labour.
Average weekly earnings of weavers, having full employment in the plain ribbon trade.
1815
18s. 1 ½ d.
1816/17/18
14s. 6d.
1819
18s. 1 ½ d.
1824
17s.
1826
14s.
1829
10s. 10d.
(Select Committee on the Silk Trade, 1833; Evidence of Benjamin Poole, ribbon weaver, Coventry, pp. 52-55)
Coventry was much affected by the opening of imports in 1826. Weavers on the single-loom, with this same master, earned from 6s. to 8s 6d. a week, with a work week of 6 days of 12 to 14 hours. There was very considerable poverty. It was estimated that half of the population of the city were receiving outdoor relief. (Searby, 1972, pp. 43-45). The situation continued to be problematic, as after the opening to imports in 1826, there was much competition in the domestic market from the French.
There was a reduction in the list prices in Coventry of 30 per cent in various stages from 1824 to 1829 (Poole, p. 59)
The first Jacquard looms were used in 1822-1823. From 1834, steam power was introduced in the city, and therefore also power-looms; however, this did not immediately decrease the number of outdoor weavers. In 1838, the number of looms in the Coventry region had been increased by new investment to 3,500 plain engine looms, 2,200 Jacquard engine looms, and 7,500 single hand-looms, giving a total of 13,200.
From 1835, the industry recovered, and with it, the wage levels. With time, the number of in-house weavers increased, and also their remunerations. A man and his wife, working two looms, could earn 21s. a week. Weavers on Jacquard looms earned from 14s. to 21s. The situation improved still more in the 1850’s. The weavers of normal fabrics earned 14s. to 17s., and after 3 negotiated increases in 1855-1858, these went up to 20s. to 22s. (Searby, 1972, pp. 215-223).
With the complete opening to French goods in 1860, and thus the loss of practically all the sales volume, the town experienced horrible poverty and hunger (Searby, 1972, pp. 560-565)
(Penny Cyclopedia of the Society for the Diffusion of Useful Knowledge, Vol. XIX, Charles Knight, London, 1841, “Riband”, p. 494)
The earnings for 1777 to 1795 were 22s. a week, equivalent to 36 loaves; in 1800, 25s., equivalent to 18 loaves; in 1802, 27s., equivalent to 31 loaves; in 1810, 33s., equivalent to 24 loaves; and in 1814, 36s., equivalent to 35 loaves.
(The Gorgon, A Weekly Political Publication, London, No. 19, Sept. 26, 1818; Comparative Situation of Journeyman Tailors before and since the last war, pp. 148-151)
The tailors in London had a perfect monopoly. Someone who wanted to have a piece of clothing made up, had to go to a “house of call”, where a tailor would be assigned to his order. Each “house of call” had a fixed list of tailors.
(Ibid., pp. 157-160)
From 1820 to 1850 at least, the tailors were divided into two different groups, the “honourables”, who did the work themselves on their own premises, at the standard rate of 6 pence an hour, and the “dishonourables”, who gave the work out to men and women who would do the work at a minimum price. Generally the “honourables” did bespoke work, and the “dishonourables” the ready to wear. In 1820 the “honourables” were about 5,000 to 6,000, and in 1850 only 3,000; the “dishonourables” in 1850 were 18,000. The movement “downwards” was due to the increased price competition, the use of women by the subcontractors, and the change from day-wage to piece-rate.
In 1850, the best part of the tailors earned in theory 30 shillings a week, but due to slack periods, the real average was about 25 shillings; they could live well. The majority, in the informal area, earned about 10 shillings, and a lot of them were in hardship.





















{kind=link}