The most important industry in England in 1780 to 1840, after cotton and wool, was that of Iron, Steel, and Metal Manufacturing. This had about one third of the output volume of the textile industries.
Industrial output weights
| 1780-1787 | 1801-1831 | 1831-1850 | |
| Textiles (cotton, wool, silk, linen) | 44.8 % | 37.7 % | 30.3 % |
| Manufacturing (iron, steel, machine building) | 6.5 % | 11.5 % | 12.2 % |
| Building | 9.8 % | 11.5 % | 11.4 % |
| Mining (coal, iron, lead) | 4.1 % | 9. 6 % | 12.4 % |
Broadberry, Stephen; van Leeuwen, Baas; British Economic Growth and the Business Cycle, 1700-1870: annual estimates; University of Warwick, Department of Economics, Working Paper No. 20 (2010); http://wrap.warwick.ac.uk/57326/1/WRAP_20.2010_broadberry_complete.pdf; Table A1, pp. 42-43 (extract)
The iron and steel industry grew even more quickly than the textiles industries. The volume of iron produced was 30,000 tons in 1760, 500,000 tons in 1820, and 30,000,000 tons in 1850. This growth was facilitated by a continuous path of inventions:
1709 Abraham Darby began smelting iron with coke instead of charcoal at Coalbrookdale
1742 Benjamin Huntsman invented the crucible steel technique for smelting the metal at high temperatures
1743 Invention of Sheffield Plate
1766 Conversion of pig iron to wrought iron
1767 First steam-powered blast furnace
1775 John Wilkinson developed a method of boring cylinders with high precision; used for piston cylinders in steam engines, and for guns and cannon
1776 Construction of the first two Watt steam machines
1779 Construction of the Ironbridge at Coalbrookdale
1796 Isaac Mason invented the punch and die for complicated pieces, especially for gunlocks
1783 Henry Cort: Invention of rolling mill (produced iron plates 15 times more quickly than in the manual process)
1784 Henry Cort: puddling process for manufacturing iron (produced iron without grains)
1794 Philip Vaughan, ball bearings
1796 Opening of foundry in Smethwick by Bolton and Watt to manufacture steam engines
1800 Henry Maudsley: Screw-cutting lathe
1800 Joseph Bramah, Henry Maudsley: Hydraulic press.
1802 Henry Maudsley: Assembly line for blocks for ships
1820 John Birkinshaw patented rails from wrought iron (15 feet long) in substitution for cast iron (3 feet)
1829 Stephenson’s Rocket built
1840 Iron rope, Andrew Smith, for hauling coal up from the mine works
A large part of this activity was concentrated in the West Midlands (Derbyshire, Herefordshire, Shropshire, Staffordshire, Worcestershire, and Warwickshire, including the city of Birmingham).
The metal activities were iron foundries, gun barrels, buttons, railway engines and wagons, steam engines (for railway engines, and stationary as a power source), railway tracks, machinery for the textile industry, engineering, hand tools, precision tools and scientific instruments, decorative articles of brass, wire-drawing, nails and pins, coinage.
This region, apart from metal processing, also had a large amount of production of: pottery (Wedgwood, Sprode), glass (in Stourbridge), carpets (in Kidderminster), gloves (in Worcester), watches (in Coventry), leather and saddles (in Walsall). The pottery industry, apart from giving direct employment to 15,000 to 20,000 people in the region, also gave work on a large scale in the whole country to inland carriers, colliers, producers of intermediate materials, coastal shipping, and export shipping (Evidence of Josiah Wedgewood to the Houses of Parliament in 1785, reported in Aikin, 1795, pp. 531-532). (The Potteries will be commented in a separate section, in another chapter).
Artisanal industry had begun in south Staffordshire and nearby parts of Worcestershire and Warwickshire about 1600-1650. The region had as mineral resources coal (the “ten-yard seam” reached the surface), ironstone, and limestone. There was wood for smelting iron, and rivers to power water mills for working iron. The rivers were also useful for bringing in the raw materials and transporting the finished articles to the retail buyers.
The industry was formed around the ironmasters and the ironmongers. The ironmasters were the men who actually produced the metal articles in their workshops, which were next to their houses. Many of them also worked their fields. Normally they had one or two hearths, and used three or four journeymen and two or three apprentices. This is important in the long term, since still in the nineteenth century, and in the cities, the individual workshop was the normal production unit. Many of the ironmasters had two-story houses, and some had land or cottages in rent.
The ironmongers were the wholesalers; they provided the ironmasters with the metal, received the finished pieces, and sold these, usually in other counties of England. A number of these became fairly rich.
The metal industry started by producing nails, locks, bits, stirrups, and spurs, scythes (*) and reaping hooks, sold to London and all the south of England. Also small metal parts for ships were sold to shipbuilders and to the Navy. During the Civil War, the region produced 50,000 swords for the parliamentarian armies.
(*) scythes were difficult to make, as the blade was made of a number of layers of steel and iron, and then had to be ground to a sharp edge.
From 1700 we see extreme specialization and division of labour for a large volume market. In Birmingham there were 8,000 buckle-makers; different stages of the work were carried out by: buckle-filers, buckler-forgers, buckle-tongue forgers, buckle-tongue filers. The production of guns was subdivided into: barrel maker, borer, filer, ruff stocker, lock forger, lock filer, engraver, polisher, finisher.
Exports increased rapidly, and included watches, clocks, locks, buckles, buttons, and small luxury objects of brass, principally to Europe. Around 1766 150,000 guns were exported annually to the West Coast of Africa. Many farming implements were sent to the American Colonies and to the West Indies.
At the end of the eighteenth century, the Midlands was using very large quantities of ready prepared rolled plate, ready tinned plate, copper and brass. The number of rolling mills increased. Iron wire was produced in special wire mills. New technologies were introduced, such as stamping and pressing, made possible by new alloys of copper and zinc.
The Soho Manufactury was started in 1761, and at its height, employed more than 1,000 people. It was the first large building in the world to be totally illuminated by gas lighting. The Foundry was built in 1796, and produced steam engines to James Watt’s designs.
“3 English miles west of Birmingham, on the road to Wolverhampton, is the large factory Soho, with a tasteful house and park. Here there are 1000 men in work. The factory buildings are all next to the Wednesbury Canal. Soho looks like a big village, with furnaces, foundry and die building. The houses of the factory workers are arranged in a number of “squares”. In the building with the steam engines for stamping coins, everything is made of cast iron (staircases, floor and ceiling). The staircase is cube shaped, painted in black. The workshops and streets in Soho are lighted with gas. The production of steam machines for the domestic and export markets represents the principal activity of the factory. These machines are, due to their excellent work in all aspects, everywhere much appreciated.”
(Translation by this author)
(Meidinger, 1828, p. 374)
The coal resources could be more easily used, once there was a network of canals in the second half of the eighteenth century; from the 1830’s there were railway connections to other cities in England. Coal was used for the stationary steam engines, of which there were 200 in the area in 1800. The coke was important, as this was used for the production of pig iron; more than the half of the production in England and Wales came from the West Midland area.
The production facilities ranged from large and medium factories, through workshops of small masters, to small subcontractors and “back-room workers”. Much of the work was in small workshops, not large factories, and was adapted to a limited number of machines. In many cases small groups of artisans came together in one building, in order to have a concatenation of the different steps in manufacturing the article. Only the larger firms could provide marketing, export, and financing functions. From 1783, there was “power to let”, shafts from a central steam engine to various rooms where a master could perform tasks of drilling and polishing, but would only pay for the amount of energy consumed in his tasks.
This type of “decentralized” industrialisation conserved the large number of small workshops, and close connection between masters and men. Small firms were encouraged by demand for a varied set of products, and that there was little economic or technological advantage in producing on a large scale in these industries.
This alternative path to industrialism was based on flexible labour-using technology and market specialization rather than mass production. Many factories were effectively a collection of workshops under one roof.
The competition was not of workers against business, but between masters and between companies, through new inventions. Inventive activity in Birmingham was provoked more by competition between firms, by patenting, by quality controls and by secrecy. Industrial relations in the city were good; the working class was not against the employers. There was a considerable “civic spirit”. The leaders of industry were in general nonconformists, Baptists, Unitarians and Quakers, who were willing to treat their employees well. There was a certain social mobility.
The effect of the “decentralized” industries in the West Midlands, was that there was no “oligopoly” of company owners, who could agree a common position on wage levels, as in Lancashire and Yorkshire. Further, the major part of the productive activity was for particular articles, which were constructed according to specifications, and thus the payment was in terms of a sales price per object, and not of a wage per day. The industries did not have repetitive processes, as did the textile industries, and thus it was not so useful to employ young children and girls for long hours.
A large proportion of the labour force was skilled. The better part of the labouring class had a positive attitude to education, and sent their children to good schools. There was a Birmingham Mechanics Institute, which in 1825 had 1000 members paying 3 shillings each quarter.
In the 1830’s and 1840’s the working hours were 12 per day, less 2 hours for breakfast, lunch and tea. “St. Monday” was generally observed, and sometimes the morning of Tuesday was also taken free (Hopkins, 1982, p. 55). In those cases, in which a certain amount of production was required in the week, the custom was to work many hours on Thursday, Friday, and Saturday. “When demand increased, it was met by the employment of more labour in small workshops, and not by the installation of steam-driven machinery”. In the ironworks it was impossible to work to exact times per day, as the processes were dependent on the quality and temperature of the metal in the blast furnace and other stages, and could not be hurried up or stopped suddenly. The small workshops and domestic trades (nails, firebricks, tanneries, glass, chains, metal hand tools), the people worked enough to make their incomes, but not according to predetermined hours per day.
Income levels
The high incomes for workers in the West Midlands were well known. According to Arthur Young, in the eighteenth century, a skilled worker could earn more than 2 pounds a week (agricultural labourers had 7 shillings), but the wages were really piece work. In a Provident Association, with members of 100 different trades, all were paid wages of over 24 shillings per week.
Report from Sir Frederick Eden’s book on Birmingham
“The trade of this “Toy-shop of Europe” as Mr. Burke calls it, has suffered considerably by the war; particularly in the article of buttons and buckles. When work was brisk, women, in this line, earned from 7s. to 10s. a week; boys, 4s., and men, from L. 1 to L. 1 10s.; working gunsmiths are paid about L. 2 2s. a week. Common labourers earn about 10s. a week; bricklayers, 3s. a day; and their men, 2s. 6d. a day. At the canal, which is cutting in the neighbourhood, men earn 3s. a day.”
And on Wolverhampton:
“The wages in the different manufactures vary from 9s. to L. 2 a week; men, in full employment, earn, on an average, from 15s. to L. 1 5s. a week. The manufactures are the heaviest sort of hard ware; such as axes, shovels. &c.; buckles, watch-chains, toys, spectacle-cases, &c.”
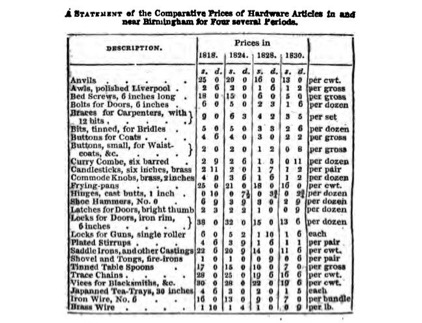
For work in the city of Birmingham we do not have any statistical series of wage payments, as the types of articles made changed from month to month, and there were no well-defined occupations in industry. However, we can note from the table five pages below, that the prices of the articles varied greatly from year to year, and thus logically this would have been the case for the wages of the workmen.
“What is the rate of wages in Birmingham at present, taking the different classes, the skilful workman, the medium skilful workman, and the ordinary labourer?” “That is a very difficult question, though no man is better acquainted with the matter than I am; I am proprietor of a very large establishment for rolling metals for the different manufacturers, and I know what many manufacturers are doing; it gives me a very extensive knowledge of the nature of every manufacture; but the variations of prices in Birmingham are greater than in all the world, for this reason – there is such an extraordinary variety of manufacture; and good men get wages out of comparison to those of an inferior note; the wages of labour in Birmingham will vary from 10s. up to five guineas, in a few instances, per week; there are a few men in very particular trades very clever in their trade, who cannot be surpassed or equaled in that trade; then there are a great many women and boys employed, from 1s. 6d. or 2s. to 8s. or 10s. per week.”
“What would you say are the average wages of a moderate skillful workman, laying aside the extremes in one side and the other, in manufacturing labour?” “I should say, if he was a man who understood his business perfectly, and of good character (for that is important in those trades when they are working in valuable metals), he can generally get from 23s. to 25s. a week.”
“Has it advanced lately or been stationary?” “There has been no advance till lately; they have been reducing gradually, but in consequence of the great variety of trades, wages are never reduced to that low rate which they are where there is only one branch of manufacture; if a man cannot get work at one thing he does frequently at another.”
“They have been at that rate for some time?” “They have not advanced in proportion to the great advances in the raw materials; but when I came from home, a week ago, I know there was an intention on the part of the colliers in the neighbourhood to make a strike, as they call it, for increase of wages, in consequence of the rise in iron.”
“For how many years back have wages been stationary?” “I do not remember wages in the last six-and-twenty years to have been stationary for any long period, and I have been in active business that number of years.”
“You said they had not varied much lately?” “No, not materially.”
“For how many years have they been about stationary, at the average rates you have just stated?” “I cannot state they have been for many years, for the real fact is, that three years ago the wages were, in some instances, rather lower than they are now.”
“Cannot you state whether, for the last two, three, four or five years, the average wages of the workmen have advanced or fallen back?” “I should say the last three years or 30 months they have advanced rather than fallen back, because there has been an improvement in the quantity of trade, and then there is always a natural improvement in wages.”
“So that, though for the last 18 months or two years the price of bread has been lower than has ever been known, the wages of Birmingham have been rather increased than otherwise?” “Yes, I think so; but it is so small an increase it can hardly be called one; they have not increased generally; only in some few instances, and that has arisen in consequence of the advance given for good workmen. The wages have not advanced generally, but the situation of the artisans has been improved by the reduction in the price of corn.”
“There are savings banks at Birmingham?” “There is one.”
“Have deposits increased of late years?” “They have increased some thousands within the last few years.”
“You consider that as a symptom of the more easy conditions of the labouring classes, do you not?” “I do not know; that is rather doubtful; it depends on two circumstances – not what they obtain alone, but how they spend it; there is a considerable difference in our manufacturers as to temperance; I know there is a good deal of that with us. I can say, for the credit of the place and my own interest, drunkenness is not half so common as it was.”
“The moral condition of the people, upon the whole, is improving?” “The moral condition of the people of Birmingham is decidedly better than of any place I know.”
…..
There has been an improvement in the quantity of trade, and then there is always a natural improvement in wages.”
…..
“Is the employment of the manufacturers at Birmingham healthy or not?” “Some are unhealthy; but Birmingham, generally speaking, is healthy; the water is good, and it stands on high ground as well as on hilly ground.”
“In point of fact, they live to as advanced periods of life as persons engaged in other pursuits?” “Yes; many live to old age. They live in distinct separate houses, which conduces to much health; never in flats, as they do in many places; each man has his own house.”
“What is the rent they usually pay for their dwellings?” “That is very various; it will vary from 18d. a week to 5s. a week, for the dwellings of the operatives; one or two rooms below and a couple of rooms above; and some run in courts that stand back from the streets.”
“Families of five or six?” “I never inquired into the number of their families; I cannot speak to that.”
(Select Committee on Agriculture, 1837, Mr. George Frederick Muntz, merchant, Birmingham. pp. 280-284)
(Wade, 1833, XXII – Wages of Manufacturers and Artificers, pp. 573-574)
As the industry of hardware is not shown as such in the table of occupations of the 1851 Census, and it is difficult to ascertain the movements in the wages, the Birmingham industry is not included in the calculation of average wages in this investigation.
The wages of workers in Blast Furnace and Rolling Mills in the Wolverhampton region practically did not change from 1840 to 1860. Wage levels for the representative area of plate rolling were:
Puddler 45 shillings (*)
Plate roller: 20 shillings (*)
Furnace man: 7 shillings
Sheet roller: 28 shillings
Furnace man: 17 shillings
(*) net of payments to underhands
(Secretary of the Board of Trade, Returns of Wages, 1887, Table T4, pp. 146-147)
For Hardware and Cutlery in the Wolverhampton area, the wage levels also remained steady from 1840 to 1860. In the work area of edge tools, the workmen earned as follows:
Tilters 37 shillings (**)
Tilters’ boys 7 shillings 6 pence
Hoe makers 30 shillings
Hoe makers’ helpers 16 shillings
Edge tool forgers 30 shillings
Edge tool helpers 16 shillings
Edge tool grinders 25 to 30 shillings
Blacksmiths 25 shillings
Boys (for striking) 7 shillings 6 pence
Jobbing labourers 16 shillings
(**) net of payments to boys
(Secretary of the Board of Trade, Returns of Wages, 1887, Table Cc, p. 197)
The file blank forgers had the high rate of 30 shillings, as the work was dangerous (the grindstones could fly into pieces and kill or injure the man), and with a short working life (the metal particles could enter the lungs).
Family budgets
We have a list of outgoings for a workman’s family in the Black Country in 1850, which appears to be sufficient for the needs of the family. The text in the article following the table makes it clear that this was a “theoretical” calculation, as it corresponds to a situation of continuous employment; in many years the average income was below this amount, and thus the family had to do without these types of food and expenses. The contractual weekly wage rates (nominal) practically did not move in the period 1830 to 1880.

(Barnsby, 1972 , Table 6, p. 228)
“The social and political state of that town [Birmingham] is far more healthy than that of Manchester; and it arises from the fact that the industry of the hardware district is carried on by small manufacturers, employing a few men and boys each, sometimes only an apprentice or two; whilst the great capitalists in Manchester form an aristocracy . . . There is a freer intercourse between all classes than in the Lancashire town, where a great and impassable gulf separates the workman from his employer.”
(Richard Cobden, letter of August 9, 1857, to Mr. Parkes)
“The operation of mechanism in this town, is to effect that alone, which requires more force than the arm and the tools of the workman could yield, still leaving his skill and experience of hand, head and eye in full exercise; – so that Birmingham has suffered infinitely less from the introduction of machinery than those towns where it is, in a great degree, an actual substitute for human labour.”
(William Hawkes Smith, Birmingham and its Vicinity as a Manufacturing & Commercial District, Charles Tilt, London, 1836, p. 16)
Ironworkers West Midlands (shillings per week)
| Puddler | Plate Roller | Furnace man | Sheet roller | Tilters | Hoe makers | Edge tool Forgers | Blacksmiths | |
| 1800 | ||||||||
| 1805 | ||||||||
| 1810 | ||||||||
| 1815 | ||||||||
| 1820 | ||||||||
| 1825 | ||||||||
| 1830 | ||||||||
| 1835 | ||||||||
| 1840 | 45 | 20 | 7 | 28 | 45 | 30 | 30 | 25 |
| 1845 | 45 | 20 | 7 | 28 | 45 | 30 | 30 | 25 |
| 1850 | 45 | 20 | 7 | 28 | 45 | 30 | 30 | 25 |
| 1855 | 45 | 20 | 7 | 28 | 45 | 30 | 30 | 25 |
| 1860 | 45 | 20 | 7 | 28 | 45 | 30 | 30 | 25 |
(Secretary of the Board of Trade, Returns of Wages, 1887, Table T4, pp. 146-147)
Ironworkers West Midlands (loaves per week)
| Puddler | Plate Roller | Furnace man | Sheet roller | Tilters | Hoe makers | Edge tool Forgers | Blacksmiths | |
| 1800 | ||||||||
| 1805 | ||||||||
| 1810 | ||||||||
| 1815 | ||||||||
| 1820 | ||||||||
| 1825 | ||||||||
| 1830 | ||||||||
| 1835 | ||||||||
| 1840 | 61 | 27 | 9 | 38 | 61 | 40 | 40 | 34 |
| 1845 | 71 | 31 | 11 | 44 | 71 | 47 | 47 | 39 |
| 1850 | 74 | 33 | 12 | 46 | 74 | 49 | 49 | 41 |
| 1855 | 61 | 27 | 9 | 38 | 61 | 41 | 41 | 34 |
| 1860 | 68 | 30 | 11 | 42 | 68 | 45 | 45 | 38 |
Sheffield, Cutlery and Knives
The other major metals and metalworking region was Sheffield, where this had been the main activity since 1700. It began thanks to the resources of coal, iron ore, millstone grit for grindstones, and rivers for moving water-wheels. The main products were knives, shears, saws, files, edge tools, razors, spring knives and axes. In the 1740’s Benjamin Huntsman invented the crucible steel process for producing a better quality of steel, and Thomas Boulsover invented Sheffield Plate (silver plating fused onto a copper ingot). From 1840, there was a considerable increase in heavy industry and large steel articles.

Toothing long saw
(Knight, 1844, Sheffield, p. 162)
Sheffield was known for the high wages of the workmen, who in general worked alone, and sold their products to masters. The high wages were due to the specific knowledge required for each process, the 100 % apprenticeship with “learning on the job”, and the fact that the men were organized in “combinations” – one for each trade – while the masters and merchants did not have enough bargaining strength.
Sir Frederick Eden on Sheffield
“The wages of ordinary labourers are 2s. a day, with one pint of ale, and half a quartern loaf; masons are paid 2s. 8d. a day; their assistants, 2s.; in the various branches of cutlery (which is the staple manufacture of Sheffield), men receive from 10s. to L. 1 10s. a week; women follow many different employments; a few earn, by spinning lint, about 6d. a day; washer-women are paid 1s. a day, and victuals.”
In the first half of the nineteenth century, Sheffield was probably the city with the highest personal income in the whole world. “From what I have seen of the manufacturers of England, I believe the workmen in Sheffield are better clothed and better fed, and live in better houses than the workmen in any other part of the country, or in any other part of the world” (Select Committee of Commerce, Manufacture, and Shipping, 1833, Evidence of Mr. Samuel Jackson, Manufacturer of saws and steel articles, 11th June 1833). The only disadvantage was the dangerous nature of some of the manufacturing processes. The hours of work were 10 per day, plus 2 for mealtimes. In some trades the majority of the skilled workers could read and write. In general, each family lived in a house without other lodgers; each house contained a sitting room 12 feet square, a chamber 12 feet square, an attic 12 feet square, one day room, two sleeping quarters, a small cellar. No family lived in a cellar (Holland, 1843, p. 46).
The workers in Sheffield deposited a considerable amount of money in the Savings Banks. In 1840 there were 5,000 depositors with a total amount of 158,000 pounds. The depositors divided into 2,700 men, 1,900 women, and 400 sick clubs and charitable institutions. Half of the depositors had an account of less than 20 pounds. (Holland, 1843, Chapter IX, The Savings Bank).The majority of the workers were members of a union fund, which paid contractual amounts when the person was ill, unemployed, or died.
The wages in the saw-making trade in Sheffield moved very little from 1786 to 1833 (wages per piece or per week):

All the jobs for adult men had high wages:


(Secretary of the Board of Trade, Returns of Wages, 1887, Table Bb2, pp. 191-192)
Hardware and Cutlery Sheffield (shillings per week)
| Saw grinders | Saw makers | Razors forgers | Files forgers | Spring knives grinders | Table knives hafter | |
| 1800 | 63 | 30 | ||||
| 1805 | 72 | 40 | ||||
| 1810 | 84 | 40 | ||||
| 1815 | 72 | 40 | ||||
| 1820 | 60 | 40 | ||||
| 1825 | 72 | 40 | ||||
| 1830 | 66 | 30 | ||||
| 1835 | 60 | 35 | ||||
| 1840 | 54 | 27 | 35 | 39 | 35 | 27 |
| 1845 | 54 | 28 | 35 | 40 | 35 | 27 |
| 1850 | 54 | 30 | 35 | 41 | 35 | 27 |
| 1855 | 54 | 31 | 35 | 43 | 35 | 27 |
| 1860 | 54 | 32 | 35 | 45 | 35 | 27 |
(Sourced from the above two tables)
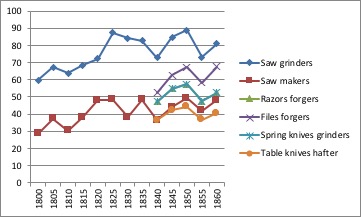
Hardware and Cutlery Sheffield (loaves per week)
| Saw grinders | Saw makers | Razors forgers | Files forgers | Spring knives grinders | Table knives hater | |
| 1800 | 60 | 28 | ||||
| 1805 | 67 | 37 | ||||
| 1810 | 64 | 30 | ||||
| 1815 | 70 | 39 | ||||
| 1820 | 72 | 48 | ||||
| 1825 | 87 | 48 | ||||
| 1830 | 84 | 38 | ||||
| 1835 | 83 | 48 | ||||
| 1840 | 73 | 36 | 47 | 53 | 47 | 36 |
| 1845 | 78 | 40 | 50 | 57 | 50 | 39 |
| 1850 | 89 | 49 | 58 | 67 | 58 | 44 |
| 1855 | 73 | 42 | 47 | 58 | 47 | 37 |
| 1860 | 81 | 48 | 53 | 68 | 53 | 41 |
Hardware and Cutlery Sheffield (shillings per week)

Hardware and Cutlery Sheffield (loaves per week)