(Board of Agriculture / Mr. John Holt, General View of the Agriculture of the County of Lancaster, 1794, plate facing title page)
The phases in the production of cotton cloth, before industrialization, were:
a) cleaning;
b) carding (pulling the threads all in one direction, using brushes in the hand);
c) spinning;
d) weaving;
e) bleaching;
f) dyeing.
During the late eighteenth century and the early nineteenth century there were a number of inventions which increased the quantity of cotton which could be spun or woven by one person. It is important to list all these changes, because they influenced the wage levels for each occupation, and the changes in employment for men, women, children, and small children.
1738 Fly-shuttle (John Kay)
This changed the operation of loom by the weaver, from throwing the shuttle from one side of the loom to the other and then back to the first side, to pulling a string to hit the shuttle with a horizontal hammer from left to right, and then pull the string to have another hammer hit the shuttle from right to left.
In this way, the weaver could produce more cloth per day, and also could on his own weave much broader cloths. But, he required even more quantity of spun yarn from the spinners.
1738 Roller spinners (John Wyatt)
This permitted spinning of a number of threads at one time. It produced matted rolls of threads of many yards instead of a few inches.
1748 Carding engine (Lewis Paul)
This machine was invented to pull the fibres all in one direction, and had the wire teeth on a moving cylinder instead of on a fixed board.
Weavers could now obtain a very large quantity of yarn, at a reasonable price. Manufacturers could use warps of cotton, which were much cheaper than linen warps. (Warp is the base thread put on the loom; weft is the “sideways” thread which is woven into the lines of the warp)
1760 Drop-box (Robert Kay, son of John)
This allowed the weaver to change from a shuttle with thread of one colour to a shuttle with a thread of another colour, without manually touching the shuttle.
1764 Spinning Jenny (James Hargreaves)
This was a rectangular frame which included 8 spindles set vertically (instead of one, horizontally, before). It could therefore increase the spinning throughput of one person by a factor of eight. Versions in later years reached 120 spindles. The smaller “hand jenny” was used by women in their cottages; the larger jenny could only be used in houses or mills.
1769 Water Frame (Richard Arkwright)
This produced a much higher quality of thread, and more resistant, due to the movements on rollers. It was able to make both warp and weft. Thus no more wefts of linen were needed, only threads of cotton. It was a heavy machine, and thus it required to be moved by water power. The first use of steam power for this machine was in 1785. It was the first type of machine to be installed in a factory.
With the introduction of these new machines, the cottages or work-rooms of the individual spinners did not have enough room, due to their size and weight. They needed a lot of force to move the individual parts, so they had to be close to a river, for the waterwheel. Also they cost more to construct, and required specialised workers for their maintenance. Thus some “capitalists” built the first “mills” or factories, where a number of these machines could be placed in large rooms.
1771 First spinning mill, Cromford Mill, Derbyshire (Arkwright)
This had different machines in the process line, one after the other. It saved time, instead of transporting the semi-finished materials from one house to another. Better supervision, team of mechanics for maintenance.
1775 Carding machine (Arkwright)
Improved efficiency, pulled off longer strips
Much more volume of cotton yarn could be processed, and thus the weavers had much more work. More spinning mills were built.
1779 Spinning Mule, or Mule Jenny (Samuel Crompton)
This was a hybrid of spinning jenny and water frame, with finer thread at a lower cost, the input was raw cotton and the output was cloth.
The wheels moved on a carriage.
The men spinners could gain good wages on the Mule, and thus people from other occupations changed to spinning in the factories.
1781 Rotary steam engine (James Watt)
This allowed the installation of spinning machines of large capacity in the mills, without worrying about the geographical location. Without this assistance, the number of spinning machines would have been limited by the total amount of water energy in Lancashire or another county, and also limited to those areas where there were fast-flowing rivers (up to this moment, the lower parts of the Pennines).
1785 Cylinder printing machine (Bell)
The piece of cloth is imprinted with the design on the cylinder. This required 2 minutes, instead of 400 applications by a wooden block
1787 Power Loom (Edmund Cartwright)
This was an important new idea, which permitted the basic movement of a loom to be made much more quickly, and used a non-human power source. However the Cartwright design had a number of technical problems for its practical use, and required a number of adjustments, until a feasible version was introduced around 1820.
1788 Bleaching with liquid lime chloride (James Watt)
The bleaching process in the mid eighteenth century consisted of leaving the cloth soaking in an alkaline liquid, soaking it in sour milk, leaving it stretched out in the sun, and repeating the process a number of times. This required 6 to 8 months. Using liquid lime chloride the time was reduced to 2 days, and a cost to one halfpenny a yard.
1789 First steam-powered mills
These were erected in towns, as there was now no need for rivers for water-power.
1790 Import of raw cotton (more than 50 %) through the port of Liverpool
Until this date, the larger part of the import had gone through the port of London,requiring high transport costs from London to Lancashire.
1793 Cotton Gin (Eli Whitney, United States)
This allowed a worker (black slave) to clean 50 times the volume of raw cotton than before. Thus the United States could export much more raw cotton, and the advantage for the British cotton industry is that they did not come up against a limit of processing volume. Imports from USA: 1792 138,000 lbs., 1794 1,601,000 lbs., 1798 9,360,000 lbs. (Baines, 1835, p. 302)
1804 Dressing frame (Radcliffe)
Improved the process of “dressing” the warp, that is, wetting it before it was put onto the loom. The change was to dress a large length of the thread in one movement, and not have to do this many times for small amounts. Without this, one man was required continually, which did not bring any increase in efficiency from the loom. This was a necessary change for the effective use of the power loom.
1806 Gas lighting
It cost about 75 % less than oil lamps or candles.
1812 First mills with power looms (Ashton)
This allowed the whole operation from the arrival of raw cotton to exit of the cotton cloth (spinning machines + weaving by power looms) to be carried out in one building, which made for a great efficiency in the movement of the materials.
1813 Improved power loom (Horrocks)
This was made of iron.
The great importance of the power looms was that they could be moved by an external power source, which might be a water-mill on a fast-flowing river, or a stationary steam engine, and not be restricted by the strength of one human being. The advantage was that they could weave from 20 threads simultaneously.
The industry wide advantage was that it corrected the imbalance between number of spinners and number of weavers; that is, before, the spinners in total could produce more thread than the weavers in total could handle.
In the beginning the power loom was only 1 x the efficiency of the hand loom, because it required much time to “dress” the cloth.
1816 Expansion of cotton cultivation in the United States, from the Atlantic States to the Deep South States (extensive flat agricultural areas with alluvial soil).
1811: Virginia + N. Carolina + S. Carolina + Georgia + Florida; crop 39,000,000 lbs
1834: Virginia + N. Carolina + S. Carolina + Georgia + Florida; crop 180,000,000 lbs.
1834: Alabama + Tennessee + Mississippi + Louisiana; crop 277,000,000 lbs
This reduced the export price of raw cotton from 25 U. S. cents / pound to 10 U. S. cents / pound from 1815-17 to 1832-34; landed price at Liverpool from 20 pence / pound to 8 pence / pound. This caused the cost of finished cotton cloth in (for example) 1834 to decrease by 25 %.
(Secretary of the Treasury, United States of America; Cotton: Cultivation, Manufacture and Foreign Trade of ….; Doc. No. 146, March 4, 1836; Pamphlets on Cotton, Wool, etc., 1836)
1820-1840 General introduction of the Power Loom in the cotton industry
In 1813 there were only 2,400 in the United Kingdom, in 1820 there were 14,150, and in 1833, 100,000; but at that time there were still 240,000 hand-looms. These power looms were installed in mills, so that now some mills had the spinning and the weaving processes.
1825 Throstle frame.
This was a spinning machine, descendant of the water frame, which unified the processes of drawing, twisting and winding, in one continuous process.
A further advantage was that it was much lighter than a mule, and could be worked by a woman, instead of a man.
1825 Self-acting Mule (Richard Roberts), improved version introduced 1830
The movement of the apparatus on the wheels is made by the machine, not by a human operator. All the processes are automatic, the only labour is of the men and children who join the broken threads (“piecers”); the men spinners also had to revise the quality and speed of the machine.
However, the hand-mules were retained for the finer threads (No. 40, and upwards).
1830 Power Loom (Richard Roberts)
This was a perfected version of the power loom.
A hand weaver made 100 picks (traverses) / min., which with 35 % downtime, was 65 / min.
Horrocks’ machine could make 52 theoretical or 35 real picks (traverses) per minute (but had the advantage of more working hours, and women workers with less wages)
With the implementation of the dressing machine in 1821, one person could manage 2 power looms.
The Roberts patent machine improved in the following years, giving much higher speeds.
Roberts patent 1822: effective 76; 1836 effective 100; 1842 effective 130; 1860 effective 200.
Only with the higher speeds could the power loom be much more efficient than the domestic hand-looms.
1842 Lancashire Loom (James Bullogh and William Kenworthy)
Had a warning bell, for each time the thread broke on the loom. Thus instead of one man supervising one loom, the man could supervise up to four looms, with a corresponding saving in labour costs.
These inventions brought the following changes in the employment or unemployment of the inhabitants of Lancashire.
(Note: from 1740 to 1800, there were geographically two groups of cotton workers in Lancashire:
- living in the countryside, in a rented house with a plot of farming land, working basically in spinning and weaving, and cultivating their land, solely for own food consumption;
- living in Manchester or nearby towns, in rented rooms or cellars, weaving in these buildings, and purchasing their food.)
Before 1740
Cottage or rented room
Spinning: Spinning wheel, Women
Weaving: Hand-loom, Men
1740-1770
Cottage or rented room
Spinning: Spinning wheel, Women
Weaving: Hand-loom with Fly-shuttle, Men
1770-1800
Cottage or rented room
Spinning: Spinning Jenny, Men
Weaving: Hand-loom, Men
1780-1810
Mills on river in hills or rural areas
(These mills were put up in 1780 to 1810, and continued in operation until the second half of the 19th century)
Spinning: Water Frame, Women and children
Help spinning: Small children
Weaving: Hand-loom, Men
1790-1830
Factory in town, with steam power
Spinning: Mules with steam power, Men (heavy machines), Women (light machines)
Help spinning: Small children
Weaving: Hand-loom (in own cottage or rented room), Men
1820-1850
Factory in town, with steam power
Spinning: Mules with steam power, Men (heavy machines), Women (light machines)
Help spinning: Children
Weaving: Hand-loom (in own cottage or rented room), Men
OR Power-loom in factory, Young women
(change from hand-loom in cottage to power-loom in factory, gradually during this period)
After 1850
Factory in town, with steam power
Spinning: Mules with steam power, Men (fine threads on hand mules), Women (coarse threads on self-acting mules)
Weaving: Power-loom in factory, Young women
(Note: after 1820, the majority of the spinning mills were in South Lancashire, south of Bury, and the majority of the weaving factories were in Central Lancashire, north of Bury)
The commercial interrelation of the processes at different dates can be shown as follows:
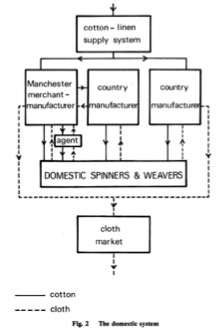
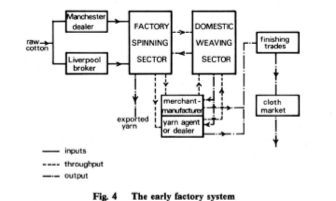

(Kenny, 1982, p. 8, p. 12, p. 19)
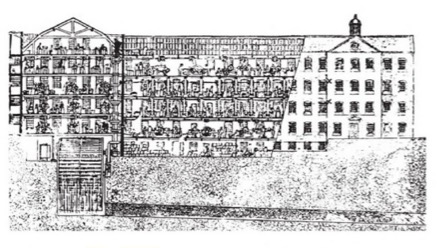
Quarry Bank Mill: a cutaway drawing illustrating the scale of the 1817 iron waterwheel and the distribution of power to the machinery on each floor.
(National Trust Bank Mill Archive)
On the left, on the top floor, preparing yarn for the looms and winding the yarn on to a package; on the lower four floors, throstle spinning on Arkwright’s water frame. On the right above, carding (untangling) and straightening the cotton; in the two middle floors, the mules, attended by women.
The savings that could be made with these technologies were considerable. A worker spinning cotton at a hand-powered spinning wheel in the 18th century would take more than 50,000 hours to spin 100 lb. of cotton; by the 1790s, the same quantity could be spun in 300 hours by mule, and with a self-acting mule in the 1830’s it could be spun by one worker in just 135 hours.
This series of inventions caused an extreme reduction in the price of cotton yarn to the weaver, and of finished calico cloth to the public:
Prices of cotton-yarn, 100 hank
| Year | Prices d. per lb. | Year | Prices d. per lb. |
| 1786 | 38 0 | 1799 | 10 11 |
| 1787 | 38 0 | 1800 | 9 5 |
| 1788 | 35 0 | 1801 | 8 9 |
| 1789 | 34 0 | 1802 | 8 4 |
| 1790 | 30 0 | 1803 | 8 4 |
| 1791 | 29 9 | 1804 | 7 10 |
| 1792 | 16 1 | 1805 | 7 10 |
| 1793 | 15 1 | 1806 | 7 2 |
| 1794 | 15 1 | 1807 | 6 9 |
| 1795 | 19 0 | …… | …… |
| 1796 | 19 0 | 1829 | 3 2 |
| 1797 | 19 0 | 1832 | 2 11 |
| 1798 | 9 10 |
(Data as to 1795-1798, spun with different variety of cotton)
(Porter, 1836, Vol. 1, Production, p. 212, quoting an article in the Encyclopaedia Britannica)
Export prices of cotton yarn:
| Declared value per lb. pence | |
| 1814 | 52.41 |
| 1815 | 43.47 |
| 1820 | 29.45 |
| 1825 | 23.58 |
| 1830 | 15.35 |
| 1835 | 16.46 |
| 1840 | 14.39 |
| 1845 | 12.37 |
| 1850 | 11.66 |
| 1855 | 10.44 |
| 1860 | 12.00 |
(Extract from: Board of Trade, Report on Wholesale and Retail Prices, 1903, p. 46, Cotton Yarn)
Export prices of finished calico cloth:
| Cotton piece goods (plain) | Cotton piece goods (printed or dyed) | |
| Declared value per yard, pence | Declared value per yard, pence | |
| 1820 | 11.51 | 13.80 |
| 1825 | 9.15 | 11.04 |
| 1830 | 6.43 | 9.08 |
| 1835 | 5.97 | 7.09 |
| 1840 | 4.32 | 5.70 |
| 1845 | 3.42 | 4.83 |
| 1850 | 3.07 | 4.34 |
| 1855 | 2.79 | 4.01 |
| 1860 | 3.09 | 4.21 |
(Extract from: Board of Trade, Report on Wholesale and Retail Prices, 1903, p. 48, p. 49)
Cost and Selling Price of One Piece of Calico, from 1814 to 1833
| Year | Average Prices Sold for in Manchester through the year |
| L. s. d. | |
| 1814 | 1 4 7 |
| 1815 | 0 19 8 |
| 1816 | 0 16 8 |
| 1817 | 0 16 1 |
| 1818 | 0 16 8 |
| 1819 | 0 13 9 |
| 1820 | 0 12 1 |
| 1821 | 0 9 8 |
| 1822 | 0 9 3 |
| 1823 | 0 8 11 |
| 1824 | 0 8 5 |
| 1825 | 0 8 0 |
| 1826 | 0 6 3 |
| 1827 | 0 6 6 |
| 1828 | 0 6 5 |
| 1829 | 0 5 8 |
| 1830 | 0 6 3 |
| 1831 | 0 6 2 |
| 1832 | 0 5 8 |
| 1833 | 0 6 2 |
(Baines, 1835, p. 356)

(Harley, 2010, p. 8)
The volume of production in the cotton industry increased dramatically:
| Year | Consumption of Cotton (lbs.) | Export of Cloth (Value in Pounds) |
| 1701 | 1,985,000 | 23,000 |
| 1776-80 | 6,766,000 | 355,000 |
| 1790 | 31,447,000 | 1,662,000 |
| 1800 | 56,010,000 | 5,406,000 |
| 1810 | 123,701,000 | 18,951,000 |
| 1820 | 152,829,000 | 22,531,000 |
| 1830 | 269,616,000 | 41,050,000 |
| 1835 | 333,043,000 | 52,333,000 |
| 1840 | 528,142,000 | 73,152,000 |
| 1849 | 775,469,000 | 112,416,000 |
(To 1800, Baines, 1835, p. 215) (From 1801, Porter, 1851, p. 178)
